Abstract
Keywords: Recycled polymer blend; three-point bending; flexural properties; test rate; sustainability
Plastic recycling has become an important objective in a sustainable economy, as polymeric materials are widely used across all sectors of human activity (industry, transport, energy, medicine, education).
As the biodegradability of many plastics and their derived materials (such as blends and composites) is far from acceptable for environmental and societal protection, research focuses both on new materials and on recycling existing ones.
Plastic recycling plays a key role in the circular economy, as large volumes of post-consumer polymers must be recovered to reduce landfill disposal and fossil resource consumption. However, mixed polymeric waste remains difficult to recycle due to incompatibility between its constituent polymers. Such blends often exhibit heterogeneous morphology and unpredictable properties, which limit their use in engineering applications. Therefore, understanding the mechanical performance of recycled mixed-polymer blends is essential to assess their suitability for real products.
Polymer recycling started in the 1970s in order to reduce the use of expensive virgin materials and to save energy. However, at the beginning, several complications were noticed, particularly related toin processing equipment and the lower quality of the resulting components, especially with respect to branching, molecular weight, density, and mechanical properties. The blends obtained from recycled polymers have also been difficult to direct their properties [1–3].
Several recent reviews have focused on the recycling of polylactic acid [4], marine plastic waste [5], and polymeric matrix composites, such as HDPE reinforced with milled GFRP [6].
Figure 1 presents the percentage of recycled plastic in Europe, as reported in [7–10]. The percentage is calculated as the ratio of recycled plastic packaging and the total waste of plastic packaging for each member state as well as for all 27 members of the EU, in 2021. Data for 2022 are also available on EuroStat, however, Romania did not report its value.
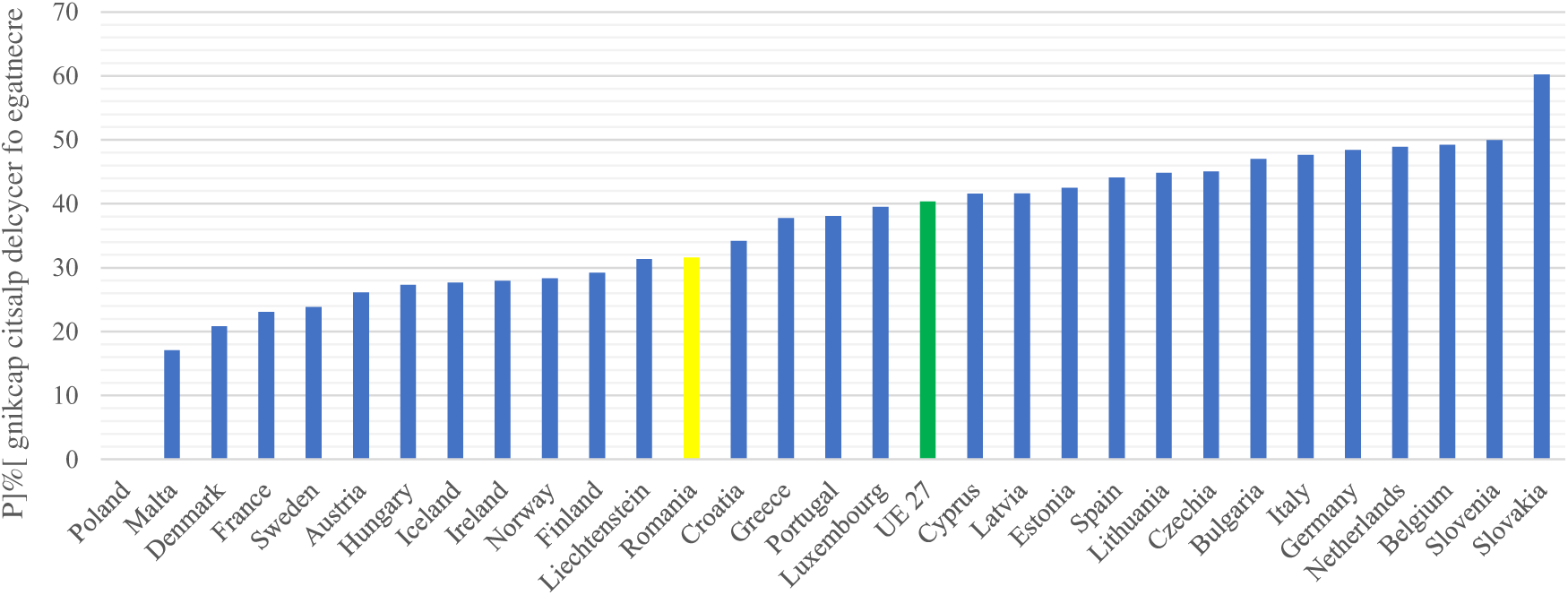
Figure #1. The percentage of recycled plastic packaging in Europe [7–10] in 2021
Figure 2 presents the circuit of polymeric materials for sustainable development. It should be noted that incineration should be considered only as a last resort due to its negative environmental impact, high energy demand, and potential emissions of toxic compounds.
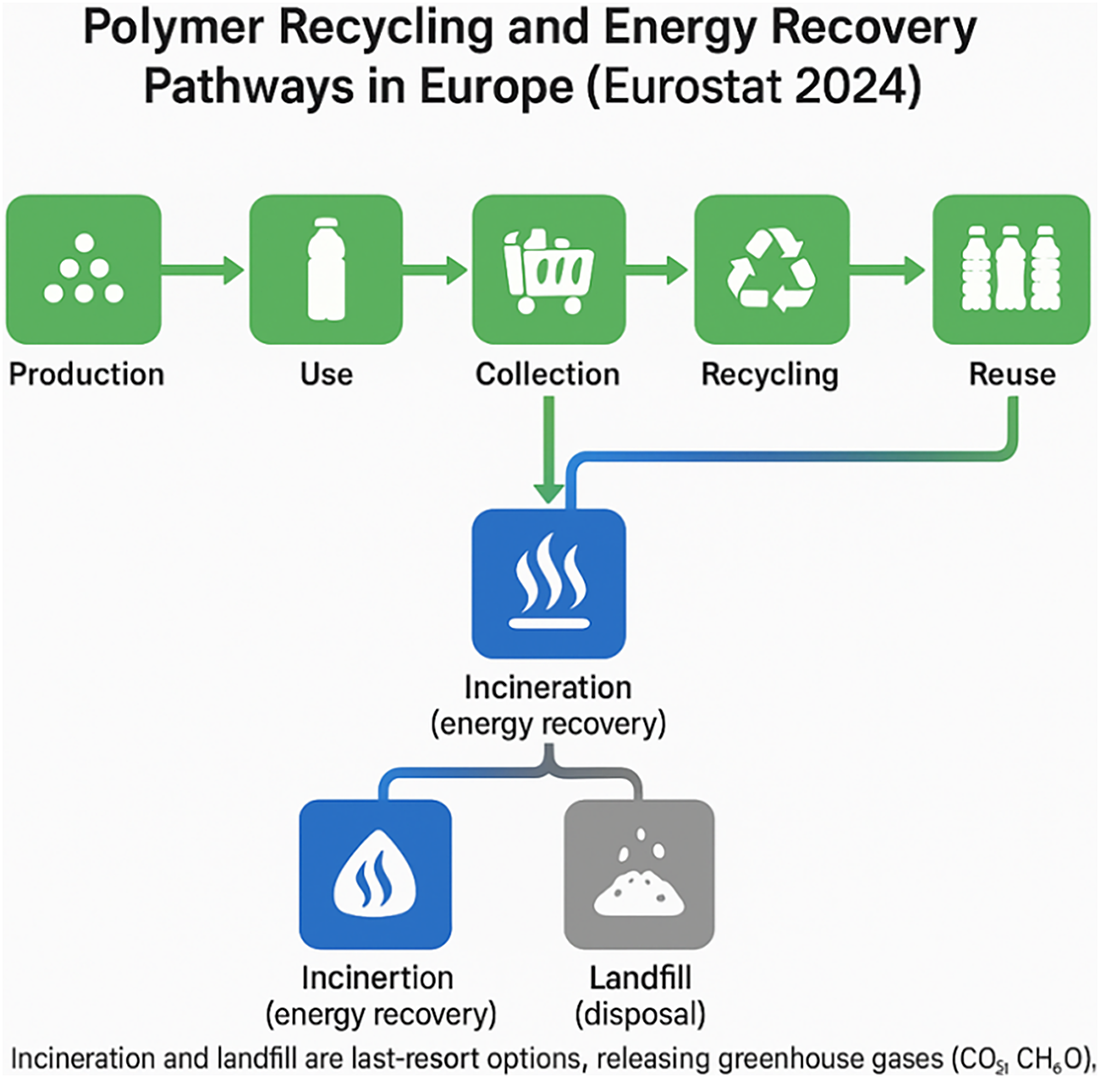
Figure 2: The circuit of polymeric materials for sustainable development
However, certain hazardous or non-recyclable plastic wastes still require controlled incineration to ensure safe disposal. These include medical and hospital waste (e.g., contaminated syringes, gloves, and PPE), pharmaceutical plastics (e.g., blister packs and packaging contaminated with active substances), and waste from the chemical and agrochemical industries containing toxic additives, solvents, or residues. Controlled incineration in specialized facilities is necessary in these cases to prevent the spread of pathogens or hazardous chemicals while ensuring energy recovery under monitored emission standards.
It must be noted that incineration of plastic waste releases greenhouse gases such as CO2 and small amounts of CH4 and N2O. Although part of the energy can be recovered, this process still contributes to the greenhouse effect. Therefore, incineration should be used only for plastic waste that cannot be recycled by mechanical or chemical methods.
In order to comply with Directive 94/62/EC of the European Parliament and of the Council of 20 December 1994 on packaging and packaging waste, “Member States shall take the necessary measures to achieve the following targets throughout their territory: by 31 December 2008, the following minimum recycling targets for materials contained in packaging waste shall be achieved: 22.5% by weight for plastics, taking into account only recycled plastic materials;” ([11], p. 10).
Directive (EU) 2018/852 of the European Parliament and of the Council of 30 May 2018, amending Directive 94/62/EC on packaging and packaging waste (Text with EEA relevance) established the following. “By 31 December 2025 at the latest, the following minimum targets, set as a percentage by weight, shall be achieved for the recycling of the following specific materials contained in packaging waste: ... 50% for plastics....” By 31 December 2030 at the latest, the minimum target of 55% by weight for plastics shall be achieved [12].
A synthetic SWOTT analysis (Strengths, Weaknesses, Opportunities, Threats, and Trends) for polymeric blends recycling is given in Figure 3.
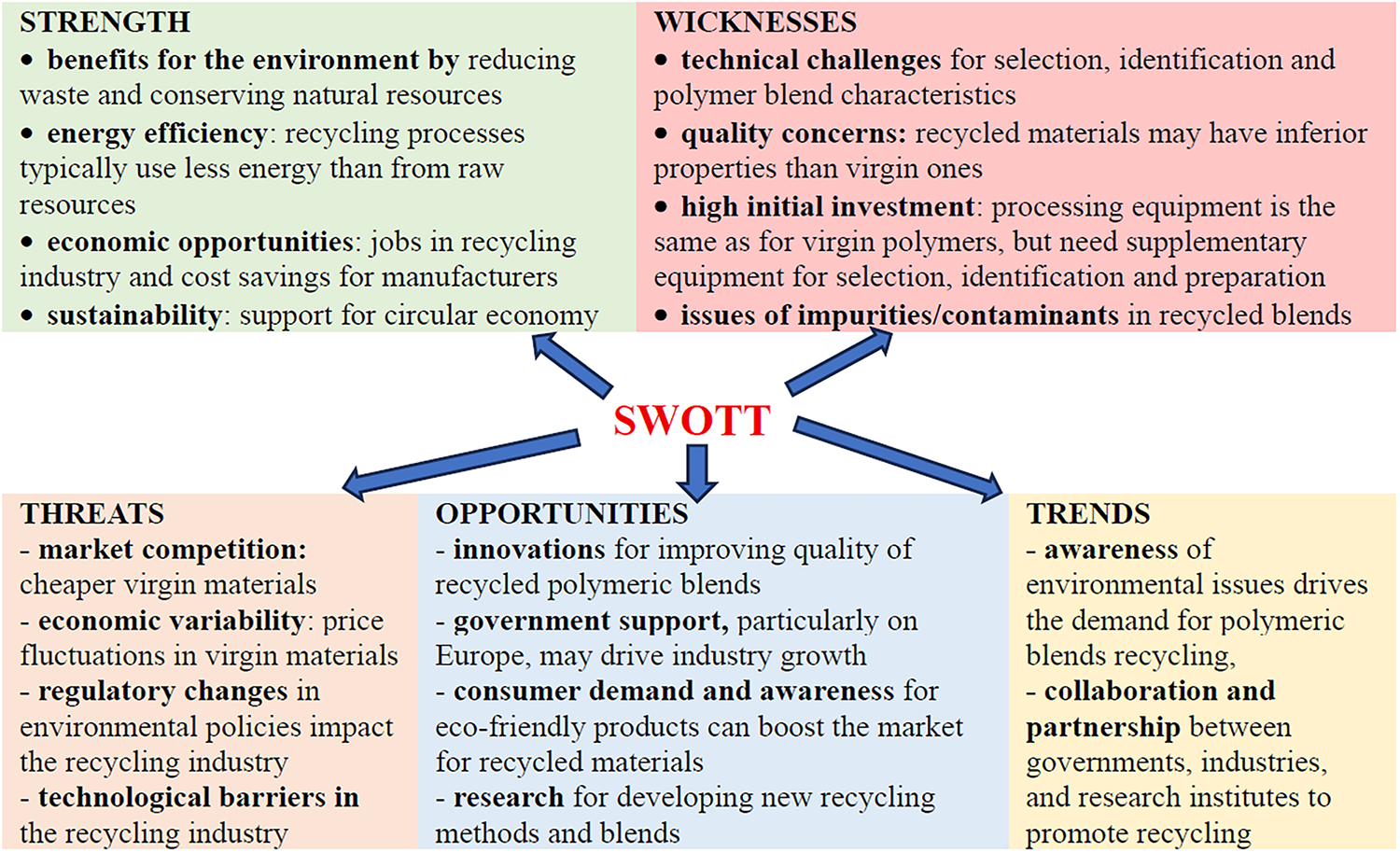
Figure 3: A brief SWOTT analysis on the recycled polymer blends
Fantuzzi et al. [13] studied polymer blends manufactured from 80% recycled polymers (50% of recycled Polypropylene (rPP), and 50% of high-density polyethylene (rHDPE) and a low quantity of low-density polyethylene (rLDPE) and 20% of virgin polypropylene copolymer (PP)). Three-point bending test were performed on only three specimens, with a specific geometry (rib stiffened plates). The derived material properties showed reliability and may be used for the design of structural or non-structural components. The yield point was at 12 MPa and the flexural modulus was 0.8 GPa. However, based on only three tests, the spread of values for maximum force was about 15 MPa, between 40 MPa and 55 MPa, at a displacement of 20 mm. Due to the particular specimen geometry, it is hard to compare these results with others.
Bavasso et al. [14] carried out tensile and flexural tests of all manufactured specimens, on a Zwick/Roell Z010 universal testing machine. Tensile tests were conducted at 10 mm/min, at room temperature according to ISO 527-2 (type 1BA, L0 = 30 mm). Three-point bending tests determined flexural properties of the materials according to ISO 178. Samples (with size 80 mm × 10 mm × 4 mm) were tested at 5 mm/min with a span-to-thickness ratio of 16:1. To simulate the repeated melt processing, after each injection, the polymer was pelletized for the following cycles up to a maximum number of extrusions and injections equal to ten. The aim of this study was to explore the recycling potential of a commercial biodegradable PLA/PBS polymer blend through multiple reprocessing cycles, up to ten, via extrusion and injection molding. The investigation focused on analyzing the mechanical properties: the flexural modulus was 2.7–2.8 GPa, without a clear dependence on the number of recycling cycles.
Researchers have mainly focused on recycling single polymers, while the recycling of polymer blends has gained interest because polymer separation is a time-consuming operation.
In addition, many studies simulate recycling in the laboratory by remolding samples obtained from previously tested specimens. Hyie et al. [15] reported that the tensile and bending strength of polypropylene were maintained above 30 MPa even after fourteen recycling cycles. The flexural modulus remained at least 1.0 GPa after fourteen recycling cycles. The recycled polypropylene sustained higher loads in bending than in longitudinal tension. The percentage of shrinkage was less than 3%. The dimensions of the specimen were according to ASTM D790 [16]. The experiment ran at 5 mm/min. The bending test was stopped after achieved 5% deflection. Although the polypropylene was repeatedlyground, re-melted and re-fabricated, the tensile and bending performance did not seriously deteriorate significantly after fourteen recycling cycles. The tensile and flexuralstrengths were comparable to those of virgin polypropylene, with values above 30 MPa.
In 2021, Dorigato [17] published a review providing a critical analysis of the recycling potential of polymer blends. After the definitions of plastic recycling, some basic concepts about the physical behavior of polymer blends are reported. Section 3 of the review is focused on the analysis of the mechanical recycling of polymer blends, and a general distinction between recycling techniques applied to compatible and non-compatible polymer blends is performed. Also, the analysis of the recycling potential of commingled plastics deriving from unsorted wastes and of the effect of thermal reprocessing on the morphological and thermo-mechanical behavior of polymer blends is reported. Considering the increasing importance and use of polymers and their blends in the modern economy, mechanical, thermal, and chemical characterization of such blends is of significant interest. The interest in polymer blends obtained from recycled materials was already highlighted in 2002 by Utracki [18]. The author identified four categories of recyclable polymeric mixtures:
- blends of polymers belonging to the same chemical family and thus having similar chemical structures, like styrenic polymers, polyolefins, polyesters, etc. For such matrices, limited compatibilization is generally adopted.
- blends constituted by commingled plastics belonging to different chemical families, like alloys of polyolefins (PO) with polyamides or polyesters, or mixtures comprising PO, PS, PVC and techno-polymers. For these materials, compatibilization and impact modification are often required.
- recyclable polymer blends in which regeneration of the original morphology is important, possibly through re-compounding, re-compatibilization and re-stabilization.
- blends requiring extensive re-compatibilization.
Thirty years ago, Akkapeddi et al. pointed out that recycling polymer blends offers opportunities for developing value-added products, as exemplified today byproducts developed by DMP Manufacture Innovation [19]. Blends with useful characteristics can be obtained on the same equipment used for processing virgin raw materials, provided that adequate compatibilization is applied. A very recent review on the subject [20] points out that the presence of different polymers in varying compositions, a characteristic of mixed post-consumer recovered plastics, presents daunting barriers to recycling. The mechanical properties of recycled blends may be lower and more variable compared to those of virgin materials, but they can be enhanced through the use of different types of compatibilizers, such as copolymers, nanoparticles, as well as different approaches, such as solid-state pulverization and micro-fibrillation.
Most previous studies focused on single-polymer recycling or laboratory-simulated blends with controlled composition. In contrast, this study focuses on a real industrial recycled polymeric blend composed primarily of LDPE, HDPE, and PP, with small fractions of other polymers, processed without compatibilization. The objective is to determine whether this material exhibits stable flexural behavior and acceptable rate sensitivity.
In contrast, this study focuses on a real industrial recycled polymeric blend composed primarily of LDPE, HDPE, and PP, processed without compatibilization. The study examined themechanical characteristics of this particular polymeric blend (LDPE/HDPE/PP), as obtained from three-point bending test, with the aim of demonstrating that the blend is suitable forreplacing virgin materials and that mechanical testing is essential to assess its performance. The objective is to determine whether this material exhibits stable flexural behavior and acceptable test rate sensitivity.
2.1. Fabrication of polymer blend
The technical solution for producing the samples is based on the recycling of mixed polymer waste by direct injection from the extruder into metallic molds.
The collected waste undergoes sorting without washing, as this hard-to-recycle waste cannot be washed and cleaning would require excessive energy and water, melting, shredding, so that it can be processed into a 98% polymer-type composite. Foreign traces cannot be completely removed, and cleaning this material would be more expensive than the material itself. The polymeric waste material is first passed through an extrusion machine (extrusion 1), then cooled, it is granulated. The granulated material is reintroduced into the extruder, and the molten material is injected under pressure into molds during a second extrusion stage (extrusion 2). Through the melting stage, the plastic waste forms a dispersed phase within the extruded and molded material, contributing to its overall strength.
The recycled blend consisted of mixed post-consumer plastic waste with the following approximate composition by weight: 70% LDPE and HDPE, 20% PP, 8% minor polymers (ABS, PET, PS), and up to 2% impurities. No compatibilizers or washing operations were used to maintain industrial relevance and reduce environmental impact. The moisture content was approximately 10% and was removed during the first melt processing step.
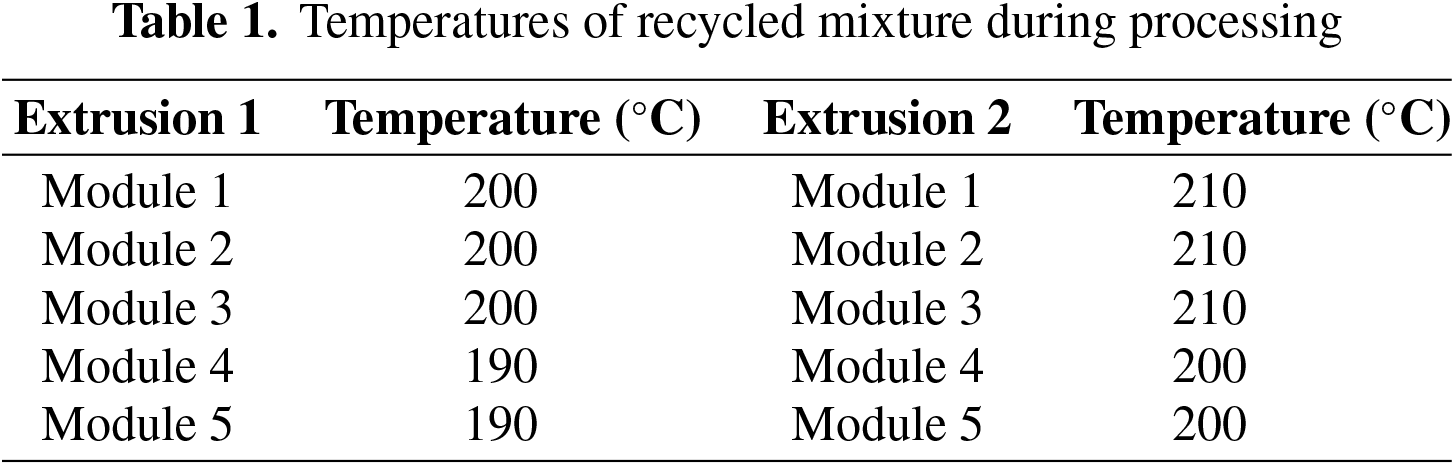
An Ruian Yumin extruder (80 kW, 380 V) with a screw diameter of 130 mm and 8 heating modules, experimentally adapted for this type of blend, was used. The molding temperatures used for the recycled polymer blend are presented in Table 1.
The screw rotation speed was 1–75 rpm for extrusion 2–45 rpm for extrusion 2. A similar molding technology was proposed in [14]; however, the authors did not use actual recycled polymers and in order to simulate the multiple melt processing, after each injection, the polymer was pelletized for re-molding ten times.
The mold polymeric material has a rectangular cross-section, with dimensions are 50 mm × 20 mm × 1000 mm. The processing temperature of the blend depends on the highest melting point of its components, which may induce increased degradation of components with lower melting points. This effect is difficult to manage during processing. Recycled plastics are often mechanically weaker than virgin polymers. The producers of blends from recycled polymers must add agents for slowing down accelerated thermal and thermo-oxidative degradation during processing, for reducing the higher sensitivity of these blends to environmental degradation, and for keeping up a reasonable set of properties to tempt the designer to replace virgin materials. To maintain acceptable properties, stabilizing agents are typically required to limit thermal and thermo-oxidative degradation during processing. However, compatibilizing agents may be prohibitively expensive, even when recycled polymers are of low cost [2].
Figure 4 presents a schematic flowchart of the industrial processing route used to obtain the recycled polymeric blend. The mixed post-consumer plastic waste underwent preliminary removal of foreign materials, industrial identification and sorting, followed by granulation, partial drying, two-stage extrusion, and injection molding. Washing and compatibilization steps were intentionally omitted to preserve industrial relevance and reduce environmental impact.
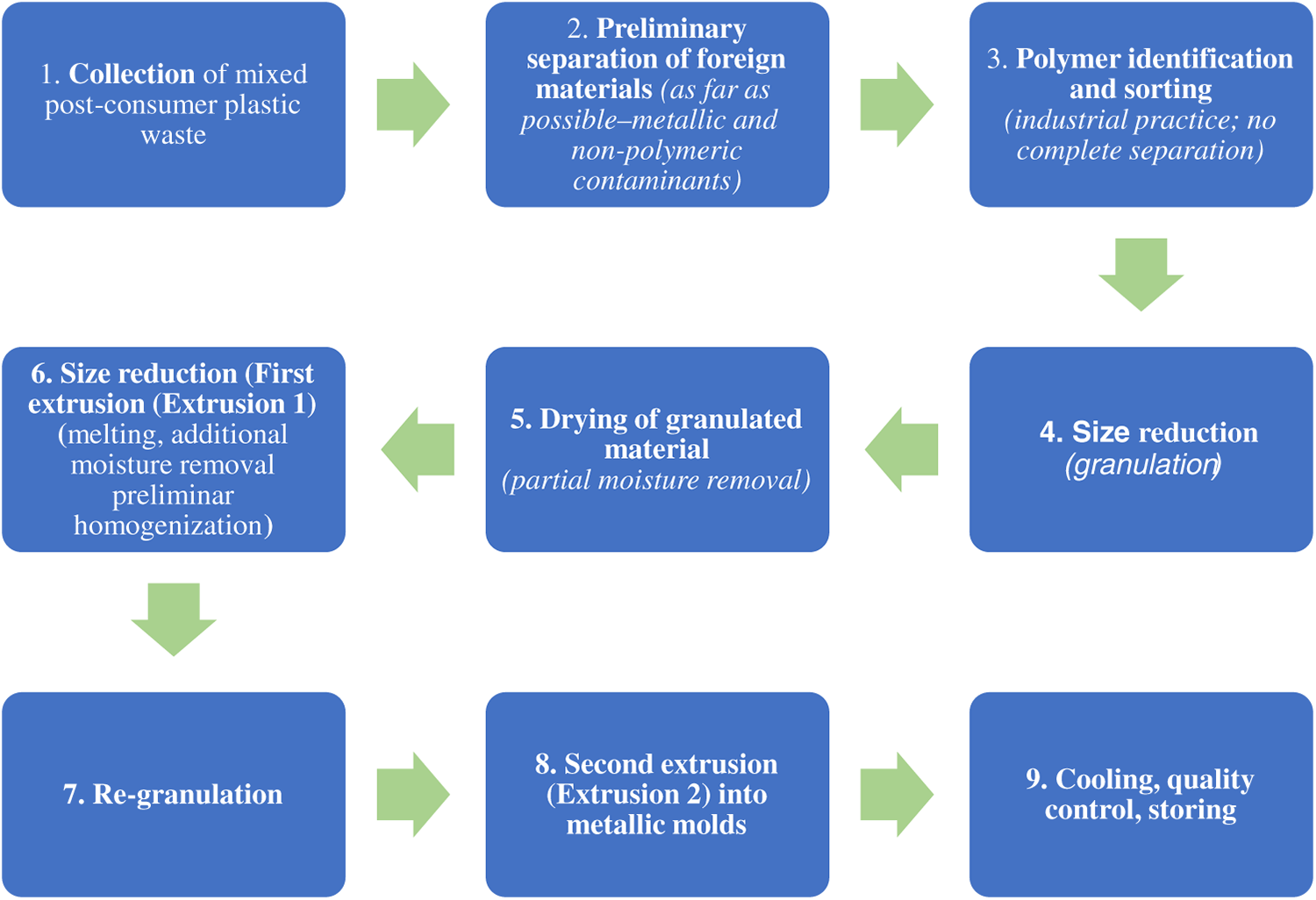
Figure 4: Schematic flowchart of the industrial processing route used for obtaining the recycled polymeric blend
Three-point bending tests were performed at different test rates to analyze flexural stress, modulus, strain, and energy absorption. The findings provide information necessary for selecting this material for non-structural components in sustainable applications. The three-point bending tests were carried out on Instron 5982 [21], with samples having a length of 400 mm (Figure 5 presents samples made of the recycled polymeric blend).

Figure 5: Samples to be tested
The average thickness was 18.91 ± 0.85 mm (the standard deviation is only 4.48% of the average values for all measured samples). The average width was 40.65 ± 0.56 mm (the standard deviation is only 1.38% of the average values for all tested samples). SR EN ISO 178:2019 Plastics. Determination of flexural properties [22] recommends the specimen dimensions as length, l = 80 ± 2 mm, width, b = 10.0 ± 0.2 mm and thickness, h = 4.0 ± 0.2 mm, but also introduced a list of specimen dimensions larger than the above-mentioned dimensions. The study was carried out on particular dimensions for h and b because the cross section of the tested samples is the same with finished products (bars) that could be used in different applications (industrial floors, load supports, etc.) [23].
The blend composition was approximated by differential scanning calorimetry (DSC). DSC analysis of the blend was performed on a DSC 204 F1 Phoenix (Netzsch, Germany) instrument, under nitrogen flow (50 mL/min). Specimens of approximately 3 mg were placed in open Aluminum crucibles and heated from room temperature to 300°C at a rate of 20°C/min. Eight small volumes extracted from two samples were analyzed, one sample tested at 10 mm/min, the other at 1000 mm/min. The selected samples exhibited typical stress-strain curves for each of the two test rates. From each sample, two volumes were extracted from the edge zone (denoted A near the sample surface and B from the middle of the sample cross section, as shown in Figure 6). Two additional volumes were extracted from the middle zone of the same samples: C near the sample surface and D from the center of the sample cross section.
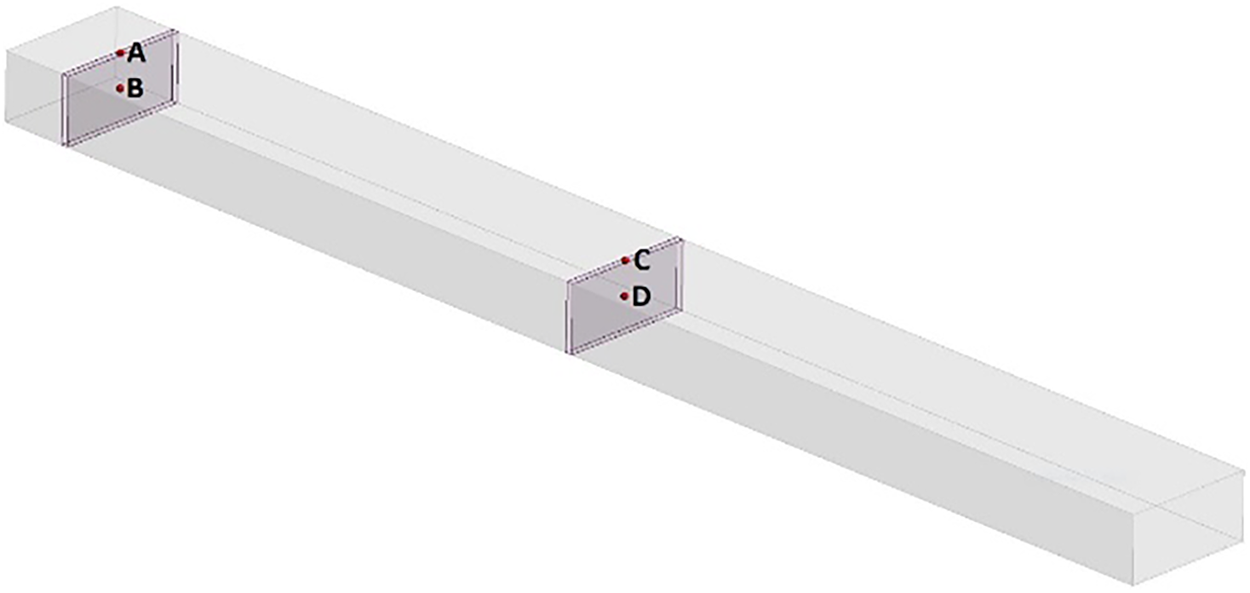
Figure 6: The sample made of polymeric blend and the locations of DSC analysis: A—the sample edge zone near surface, B—the middle of the sample cross-section, C—the sample middle near surface and D—from the middle of the sample cross-section.
DSC results are presented for the sample tested at 10 mm/min (Figure 7) and for the sample tested at 1000 mm/min (Figure 8). For all diagrams, the temperature indicate out the presence of polyethylene of low and high density (with melting around 118°C and 128°C, respectively), polypropylene (approx. 162°C) and polyamide 6/6 (approx. 255°C). The analysis showed limited sensitivity to the sampling location, indicating good blend homogeneity and that the testing procedure did not significantly modify the blend composition.
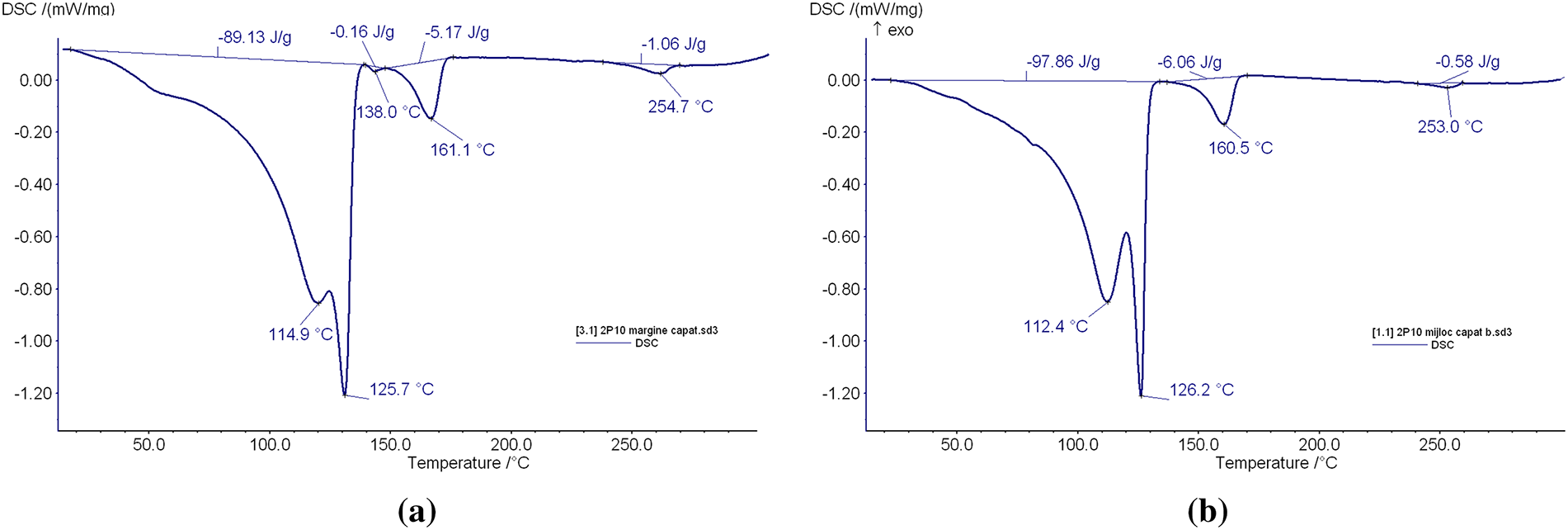
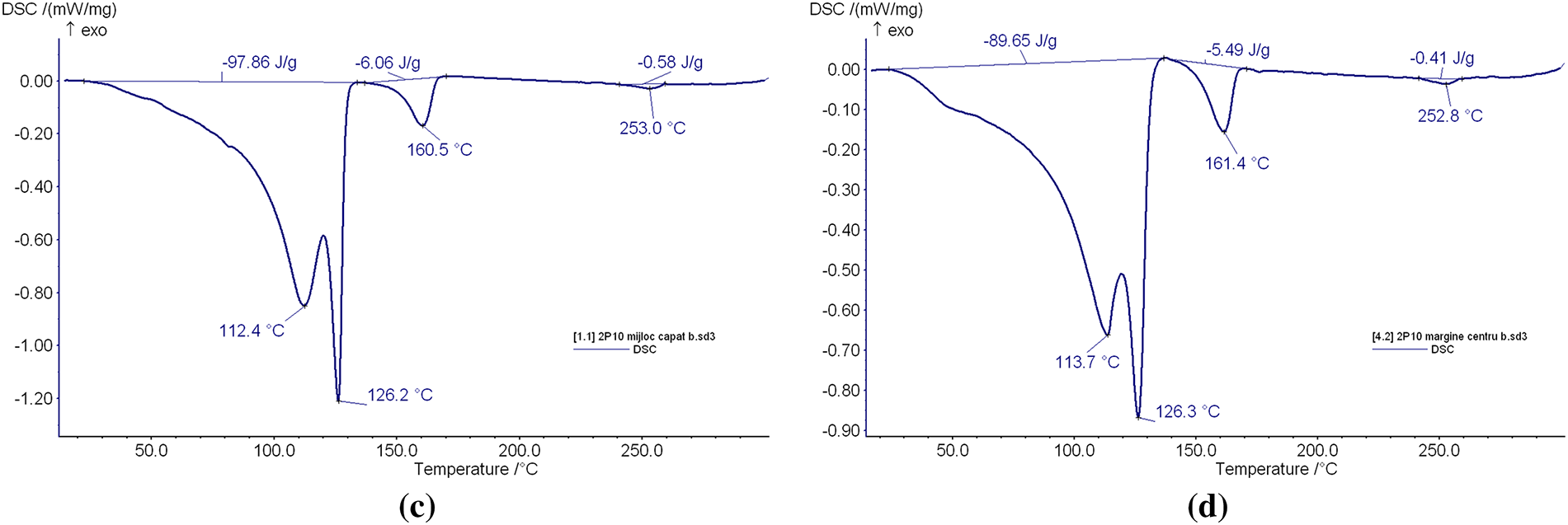
Figure 7: DSC for the sample tested at 10 mm/min: (a) Position A; (b) Position B; (c) Position D; (d) Position C
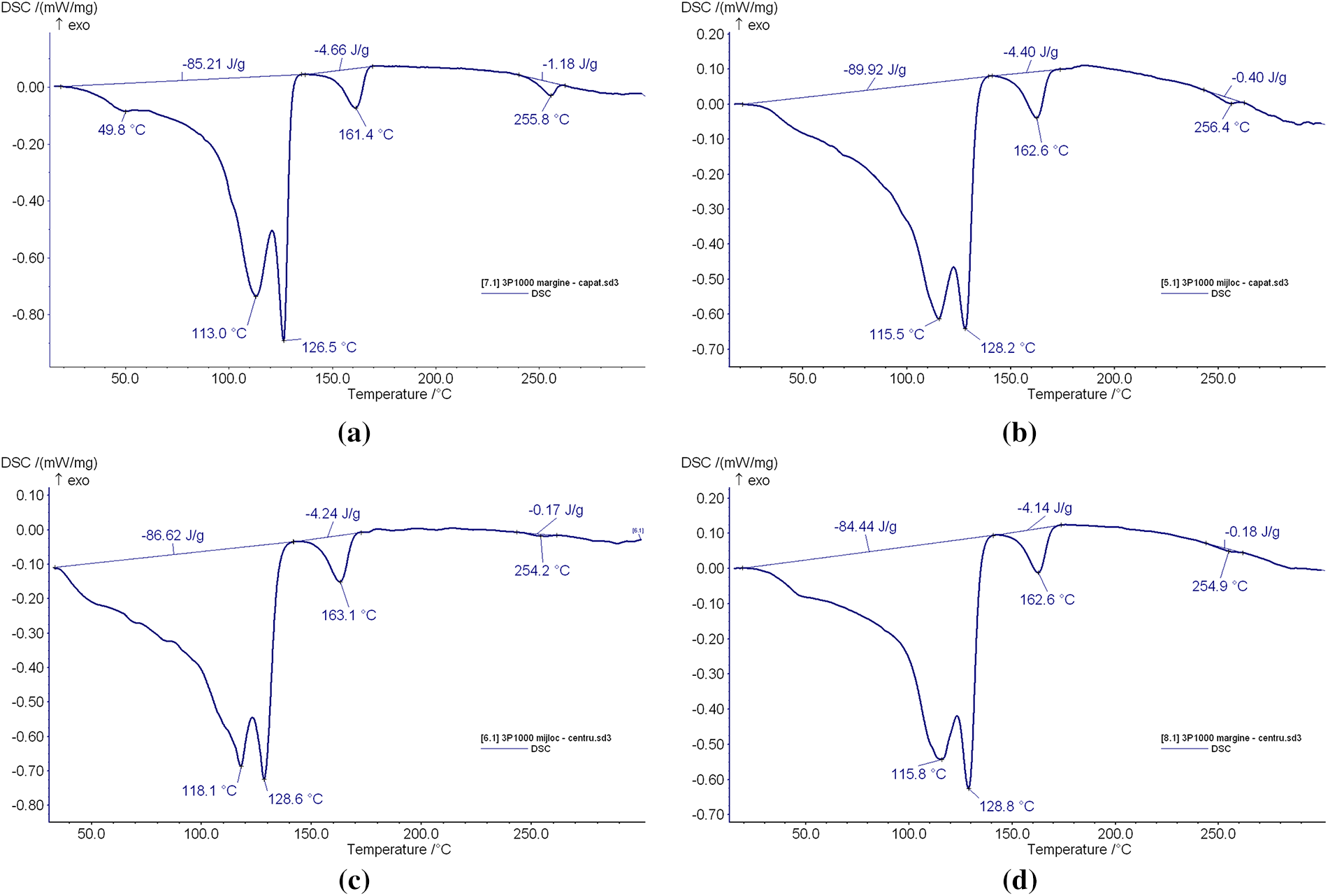
Figure 8: DSC for the sample tested at 1000 mm/min: (a) Position A; (b) Position B; (c) Position D; (d) Position C
According to Utracki’s classification of recyclable polymer blends [2,18], the tested blend can be positioned between the first and second categories. The main constituents (LDPE, HDPE, and PP) belong to the same chemical family (polyolefins), resulting in partial compatibility, while minor fractions of other polymers introduce limited incompatibility effects.
Figure 9 presents the post-test condition of specimens loaded at test rates of 10 mm/min and 1000 mm/min. Despite the different test rates, the overall flexural deformation at 50 mm displacement is visually similar, indicating a consistent deformation behavior.
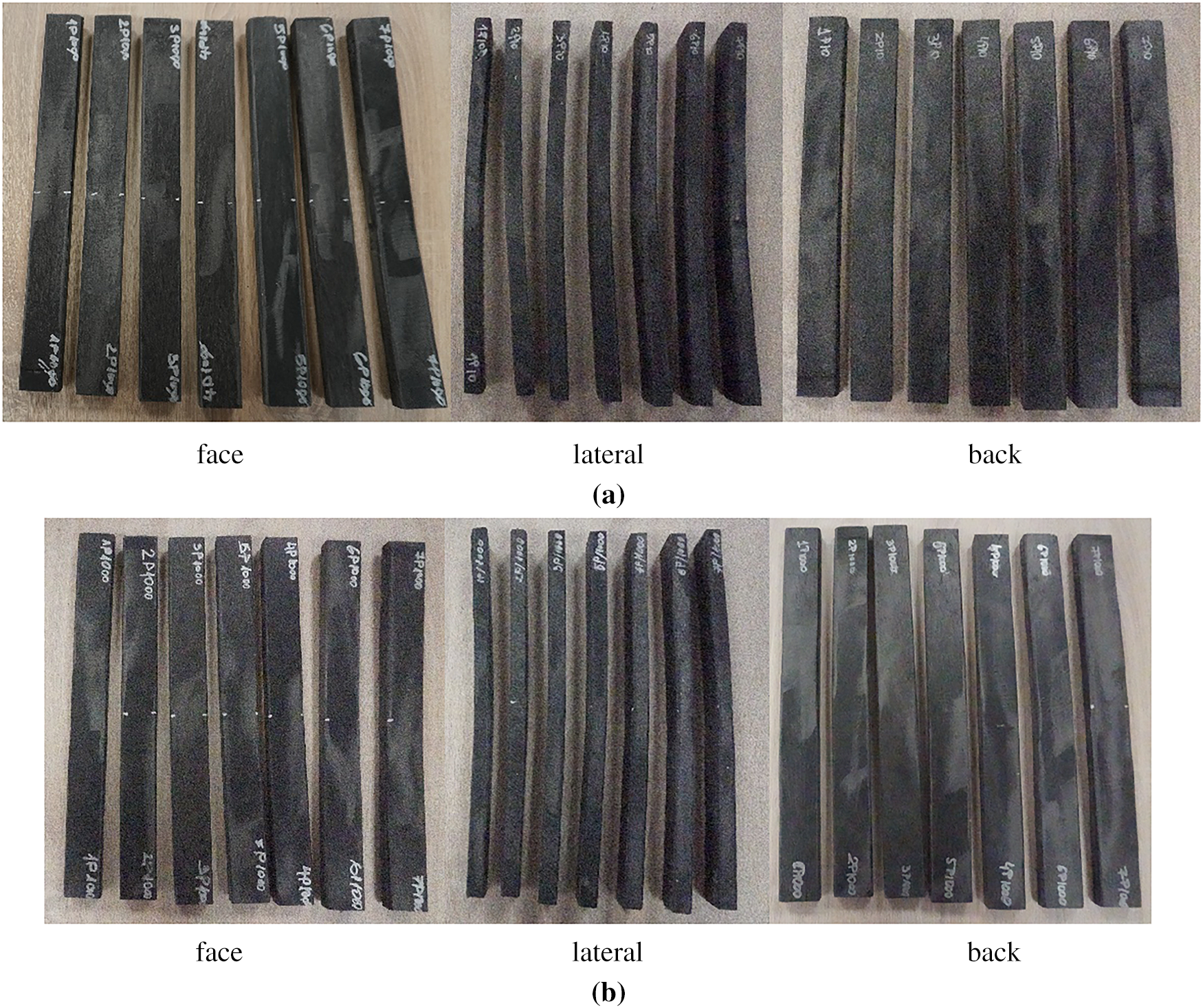
Figure 9: Views of the tested samples in three-point bending at the test rate of: (a) 10 mm/min; (b) 1000 mm/min
The good homogeneity revealed by DSC and the narrow spread of the mechanical parameters indicate that the incompatible fractions have a low influence on the overall morphology. Therefore, the recycled blend can be described as a partially compatible polyolefin-based recycled polymer blend with minor heteropolymer inclusions.
Bending continued until an indenter displacement of 50 mm, corresponding to the maximum deflection of the specimen. For this value of the pushing component, the samples do not exhibit cracks or breaks, only deformations of the samples of midspan, that was measured immediately after the test and at 24 h after the test. This parameter reveals a good recovery of the sample deformation, a property that is useful in many applications.
Figure 10a presents how the maximum value of the sample displacement was measured. Figure 10b points out that, after 24 h, the samples made of this recycled polymeric blend recovered more than half of the initial deflection (dmax) as measured immediately after the sample was tested. It is worthy to mention that the lowest test rate produced the largest deflection after test, and the smallest deflection after 24 h, dmax(24).
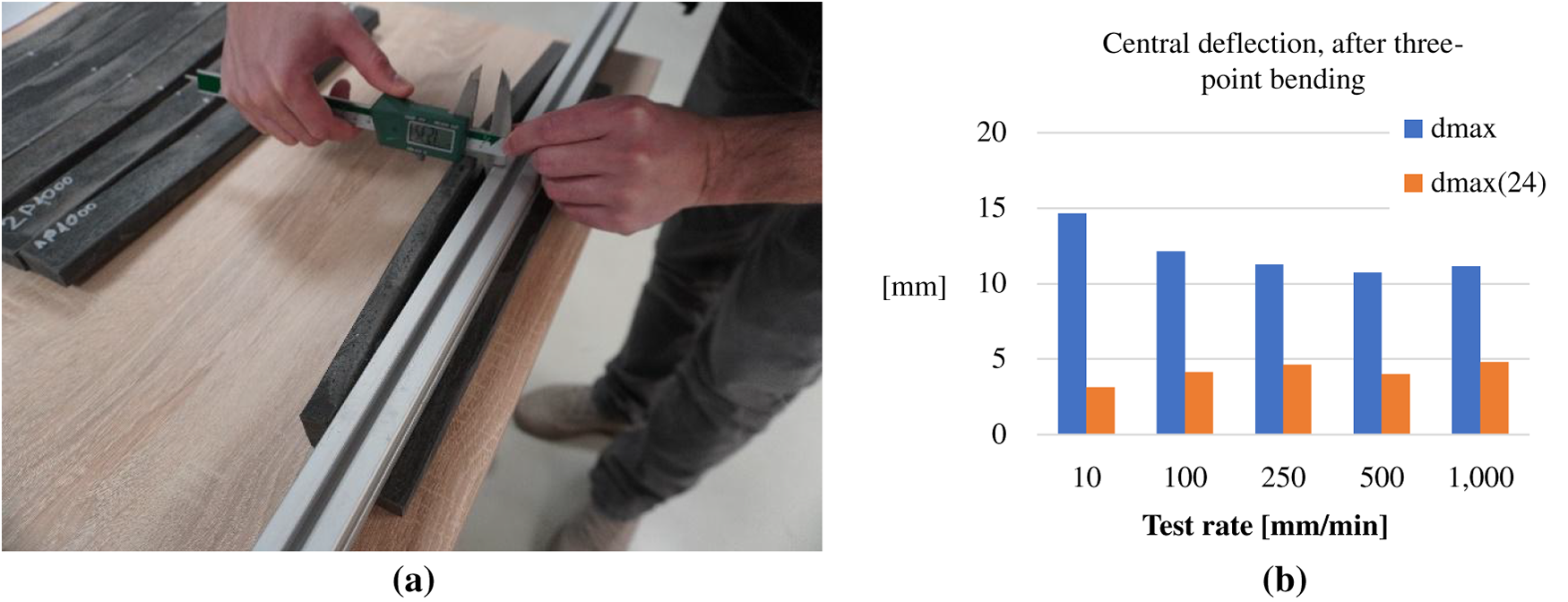
Figure 10: (a) Measurement of sample deflection after being tested; (b) values of maximum (middle) displacement of the tested samples immediately after test and after 24 h
Figure 11 presents the stress-strain curves. The continuous shape of these curves are proves of the fact that the polymeric blend behaves similarly to a continuous material.
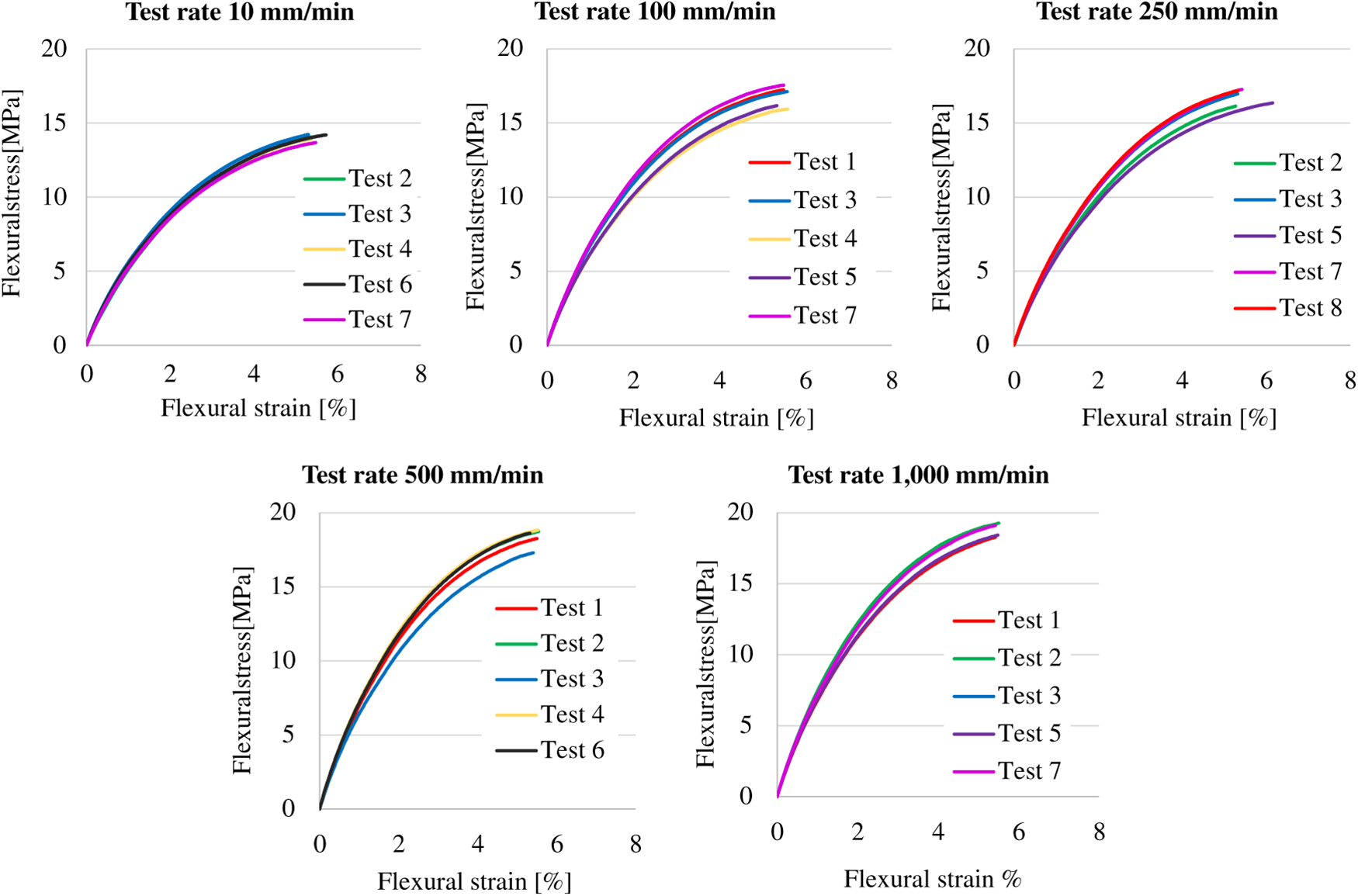
Figure 11: Sets of five tests for different test rates. The test rate is written above each set of curves
Increasing the test rate results in a slight increase in flexural stress and slope, reflecting limited rate sensitivity. All five repetitions at each rate display very similar stress-strain curves, demonstrating good mechanical repeatability and consistency. No change in deformation mode is observed, further confirming the stable and predictable response of the recycled blend under varying loading speeds.
For the same displacement of the indenter, the values of the samples’ strain do not exceed 6%. Since the flexural tests were performed up to a flexural strain of around 6%, for this set of tests, it was observed that the calculated flexural stress at 6% strain increases with the increase of test rate. At the lowest test rate (10 mm/min), the average stress over five tests was 14 MPa.
Whereas atthe highest value of test rate (1000 mm/min) the stress value is 19 MPa. The stress difference in these values, between two consecutive test rates was about 2 MPa for the 10 mm/min and 100 mm/min tests. For the other test rates the differences are smaller. The shapes of the stress–strain curves were similar, although the slope was lower at the smaller test rates.
Figure 12 presents the discussed mechanical characteristics as average of five tests and their standard deviations.
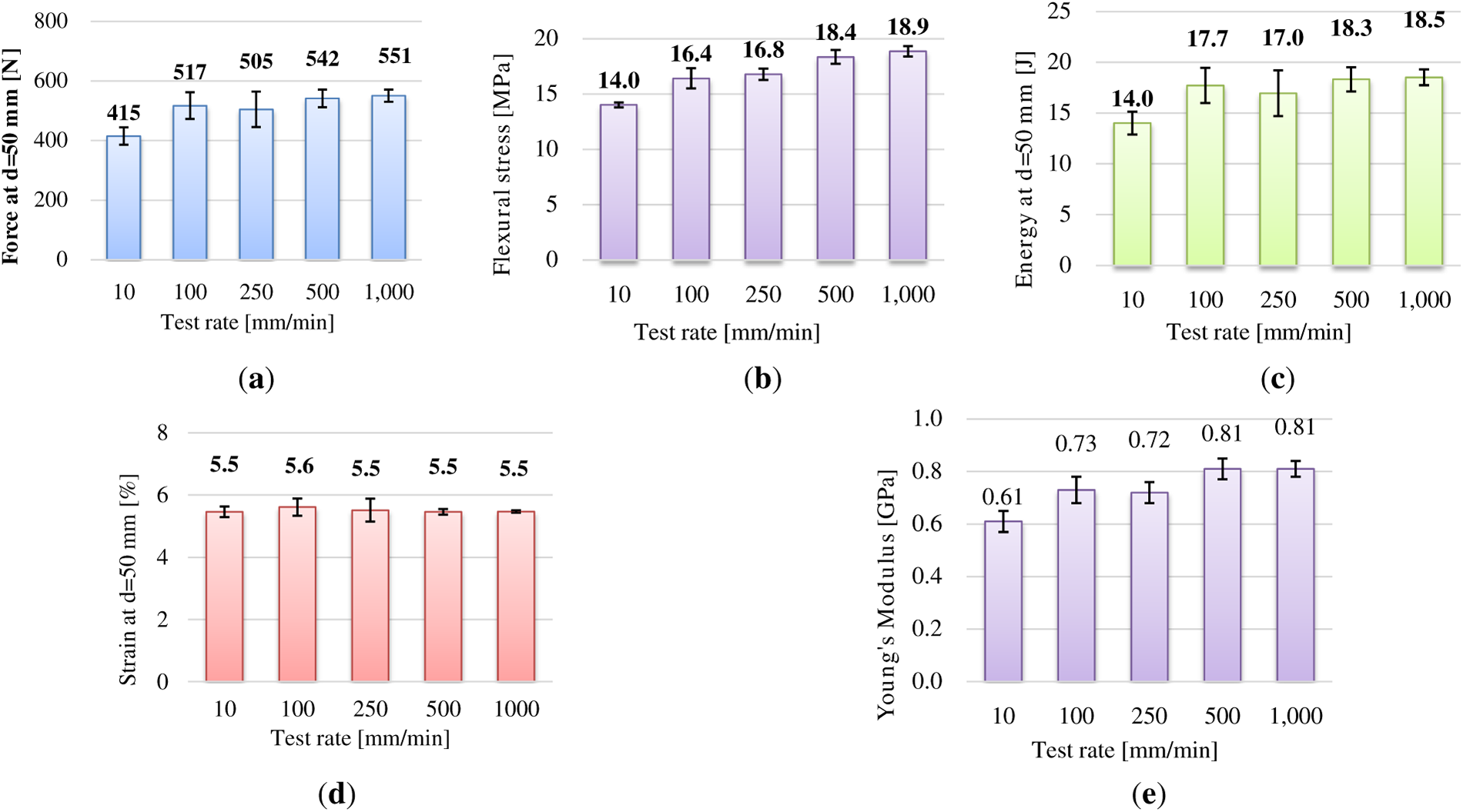
Figure 12: Characteristics of three-point bending tests, for different test rates
(a) Force at maximum tested displacement (50 mm) is 415 N for the test rate of 10 mm/min, and increases to 517 N for the next test rate (100 mm/min). After that this force remains above 500 N, without a visible dependency on test rate.
(b) The values of flexural stress at maximum force have the same tendency, the minimum value being obtained for the lowest test rate, 14 MPa. For the other test rates, this characteristic varies between 16.4 MPa and 18.9 MPa.
(c) The energy absorbed at a displacement of 50 mm of the bending indenter is 14 J for 10 mm/min and oscillates between 17 J and 18.5 J.
(d) Strain at 50 mm displacement is quite insensitive to test rate: the minimum value is 5.5% for all the test rate, excerpt for 100 mm/min when the strain was 5.6%. None of the samples fractured up to 50 mm midspan deflection. This behavior confirms the ductile response of the partially compatible polyolefin matrix, where the LDPE/HDPE/PP phase faces deformation without crack initiation. The absence of brittle failure even at high deflection suggests good damage tolerance and supports the applicability of this recycled blend in flexible or impact-tolerant products.
(e) Flexural modulus is lower for 10 mm/min (0.61 MPa) and for the higher test rates it has a variation from 0.72 GPa to 0.81 GPa.
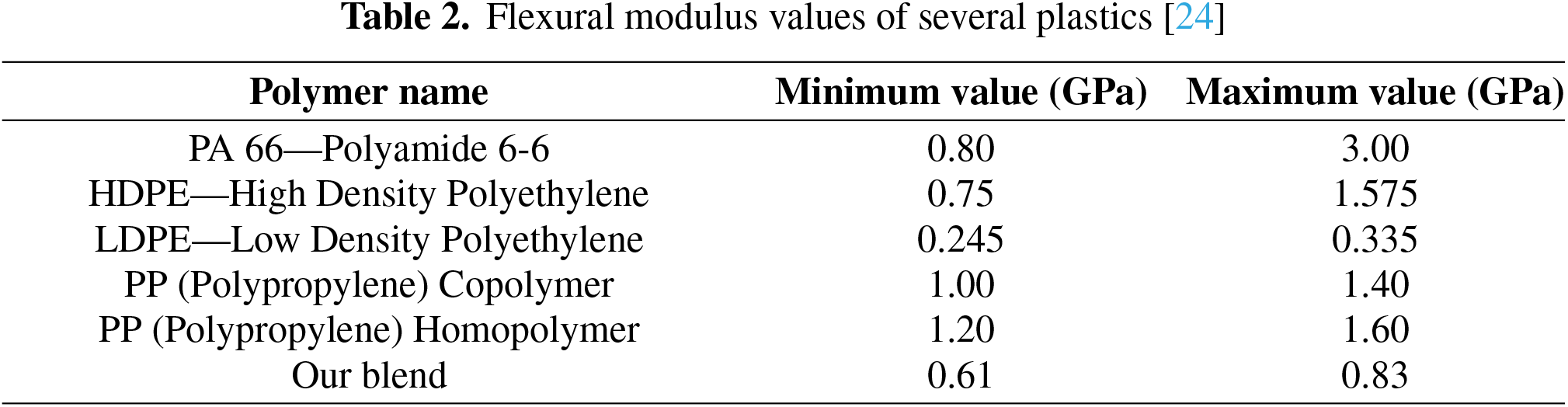
The tested samples were made of a polyolefin-rich blend (LDPE + HDPE + PP), which is inherently ductile. Although the system is only partially compatible and not perfectly homogeneous, the continuity of the polyolefin phase is sufficient to prevent cracking. The specimens are large and thick (close to the actual application size), so the strain at the outer surface remains moderate even at high deflection. In addition, the samples do not contain sharp notches, thereby avoiding stress concentrations that could initiate cracks or fractures. The recorded flexural stress values (14–19 MPa) are below the typical failure strength of PE- and PP-based materials (Table 2), which further contributes to the absence of cracks during bending. Table 2 presents values of flexural modulus of virgin polymers in order to underline that our blend, obtained from recycled polymers, has acceptable values for the flexural modulus.
The designer has to correlate this good characteristic with the maximum allowable stress and deformation that a component made of this blend could withstand. The values for flexural stress are obtained for a maximum displacement of the indenter of 50 mm, and it is not a flexural limit as the samples are not cracked or broken.
Akdogan [25] presents data on three-point bending test for HDPE, LDPE and several of their blends (25/75, 50/50, 75/25 wt%). Thinner samples of 2 mm, but with similar wideness of 13 mm.
Our blend from recycled polymers generates 14.9 MPa to 18.9 MPa, the flexural modulus was 610–830 MPa, both narrow ranges for test rates of 10–1000 mm/min, close to blends 50/50 wt% and 25/75 wt% (HDPE/LDPE), reported by Akdogan [25].
Czarnecka-Komorowska et al. [26] studied blends made of Polyethylene and Polyamide 6, as post-consumer waste, modified with polyethylene-graft-maleic anhydride (PE-g-MAH) copolymer as a compatibilizer. Initial blend has 20% rPA and 80% rPE. 1 wt% PE-g-MAH added in rPE/rPA waste blend (remaining 80% PE and 19%PA) increases the interfacial interactions and compatibility between rPE and rPA, the size of PA particles being reduced, pointing out immiscible polymers could be a component in satisfactory quality waste blends, as proved by tensile tests: additivated blends was characterized by an elastic modulus of 456 ± 16 MPa, an ultimate tensile strength of 20.05 ± 0.4 MPa and a high strain at break of 165 ± 15%, but the simple (non-additivated) recycled blend has the characteristics lower: 371 ± 12 MPa for modulus, a close ultimate strength of 19.7 ± 0.1 MPa, a smaller strain at break of 2.9 ± 0.1.
Salih et al. [27] determined the flexural modulus for HDPE + PP and LDPE + PP blends. Our blend exhibits higher values for flexural modulus, suggesting that the presence of other polymers, such as PA, contributes to the increased stiffness.
The dedicated software of Instron 5982 test machine [21] allows for calculating the energy produced by sample deformation by integrating the area below force-displacement curve. The dots represent the average of calculating the energy produced by deformation for the same tests as presented in Figure 11. Although a relatively large interval of 10 mm was selected for calculating this parameter, the tendency of this set of curves reveals that the value of this energy increases with displacement, but not in a linear dependency, but one almost parabolic, at least for the investigated displacement of maximum 50 mm. Also, the smallest test rate has the lowest curve on the plot in Figure 13. The other curves are generally increasing with test rate, except for the 1000 mm/min test rate, whose curve lies slightly below that of the 500 mm/min test rate.. This may be caused by local agglomeration of softer components of the blend or pores in the bars where the samples were cut. The difference (E500 − E1000) × 100/E1000 = 4.3%, E being the average of deformation energy for 5 tests and the subscript being the test rate for which the value was calculated. This percentage is rather small and acceptable when using an adequate safety coefficient for a certain design.
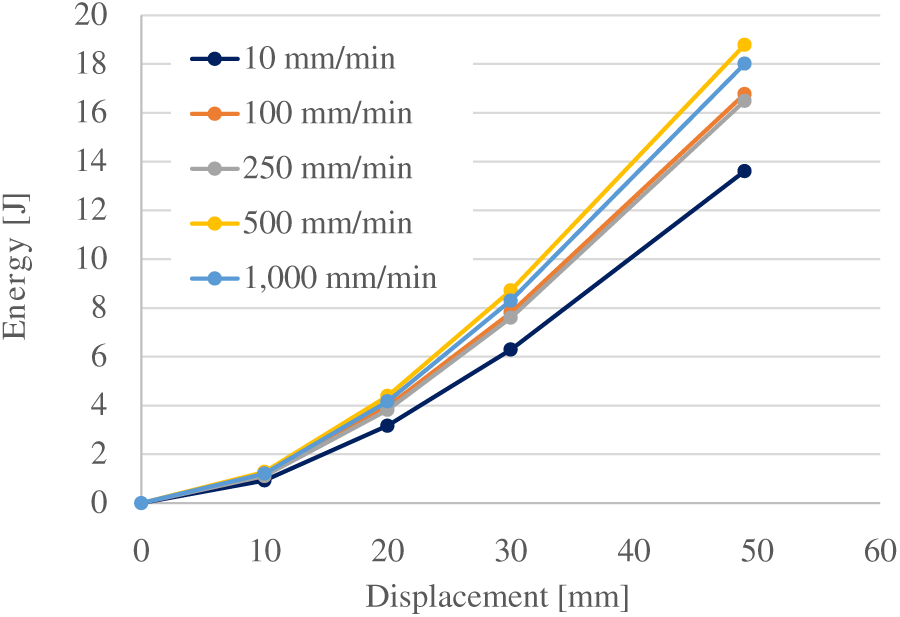
Figure 13: Absorbed energy (curves are drawn with average values of the results from five tests)
The three-point bending tests confirmed that the polyolefin-based recycled polymer blend with minor heteropolymer inclusions, comprising approximately 70 wt% polyethylene (LDPE + HDPE), 20 wt% polypropylene, and small fractions of ABS, PET, and PA6/6, exhibits stable, repeatable, and almost rate-insensitive mechanical behavior. The flexural stress ranged from 14 MPa to 18.9 MPa, while the flexural modulus varied between 0.61 GPa and 0.83 GPa, values comparable to neat HDPE and LDPE. The energy absorbed during bending (14–18.5 J) and the flexural strain at 50 mm displacement of the indenter during the three-point bending tests (5.5–5.6%) were nearly independent of the test rate, and no fracture or local cracking occurred up to a deflection of 50 mm. More than 50% of the midspan deflection was recovered after 24 h, indicating notable elastic recovery and resilience.
Differential scanning calorimetry confirmed a uniform composition, with melting peaks corresponding to LDPE, HDPE, PP, and minor PA6/6, demonstrating good phase homogeneity. The narrow standard deviations of all mechanical parameters further indicate that the recycled polymeric blend behaves as a continuous, partially compatible system, consistent with Utracki’s categories I–II—a polyolefin-based blend with minor heteropolymer inclusions.
Overall, the blend demonstrates mechanical stability and predictability over a wide range of strain rates, making it suitable for non-structural and moderately loaded components (up to ≈12 MPa flexural stress), such as decking elements, pallets, or floor supports.
The lack of brittle fracture and the significant elastic recovery after unloading confirm the material’s ductile and damage-tolerant behavior, which is advantageous for service conditions involving repeated bending or impact.
Its consistent mechanical response simplifies both design and simulation, allowing engineers to estimate stresses, deformations, or strain under different load rates using a reduced set of mechanical parameters.
These characteristics support its use in non-structural or moderately loaded components, such as pallets, decking elements, or other construction profiles in circular-economy applications as an efficient alternative to virgin polymers or wood-based components.
Acknowledgement: The authors would like to express their sincere gratitude to the Advanced Materials and Tribology Laboratory at INCAS—National Institute for Aerospace Research “Elie Carafoli”, as access to testing equipment and the provided technical expertise were essential for conducting the research and obtaining the results presented in this study.
Funding Statement: The authors received no specific funding for this study.
Author Contributions: Conceptualization, Sandor Korosfoy, Lorena Deleanu and Cătălin Pîrvu; methodology, George Pelin, Ionuţ Valentin Lom and Andrei Cucos; software, George Pelin and Andrei Cucos; validation, Sandor Korosfoy, Lorena Deleanu and Cătălin Pîrvu; formal analysis, Lorena Deleanu, Cătălin Pîrvu, Andrei Cucos and Ioana Gabriela Chiracu; investigation, Lorena Deleanu, Cătălin Pîrvu, George Pelin, Ionuţ Valentin Lom and Andrei Cucos; resources, Sandor Korosfoy and Tiberiu Rusu; data curation, Sandor Korosfoy, Cătălin Pîrvu and Ionuţ Valentin Lom; writing—original draft preparation, Sandor Korosfoy, Lorena Deleanu and Cătălin Pîrvu; writing—review and editing, Sandor Korosfoy, Lorena Deleanu and Cătălin Pîrvu; visualization, George Pelin and Ioana Gabriela Chiracu; supervision, Sandor Korosfoy, Lorena Deleanu and Cătălin Pîrvu; project administration, Sandor Korosfoy, Cătălin Pîrvu and Ionuţ Valentin Lom; funding acquisition, Sandor Korosfoy and Tiberiu Rusu. All authors reviewed and approved the final version of the manuscript.
Availability of Data and Materials: The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding authors.
Ethics Approval: Not applicable.
Conflicts of Interest: The authors declare no conflicts of interest.
How to Cite this Article
References
- Xavier SF. Properties and performance of polymer blends. In: Utracki LA, Wilkie CA, editors. Polymer blends handbook. 2nd ed. New York, NY, USA: Springer; 2014. p. 1031–201. doi:10.1007/978-94-007-6064-6_12. DOI
- La Mantia FP, Scaffaro R. Recycling polymer blends. In: Utracki LA, Wilkie CA, editors. Polymer blends handbook. 2nd ed. New York, NY, USA: Springer; 2014. p. 1885–914. doi:10.1007/978-94-007-6064-6_23. DOI
- Oliver-Cuenca V, Salaris V, Muñoz-Gimena PF, Agüero Á, Peltzer MA, Montero VA, et al. Bio-based and biodegradable polymeric materials for a circular economy. Polymers. 2024;16(21):3015. doi:10.3390/polym16213015. DOI
- Pérez-Fonseca AA, González-López ME, Robledo-Ortíz JR. Reprocessing and recycling of poly(lactic acid): a review. J Polym Environ. 2023;31(10):4143–59. doi:10.1007/s10924-023-02919-6. DOI
- Piedade Cestari S, Rodrigues PV, Ribeiro AC, Castro MCR, Cruz V, Torres AR, et al. Compatibilizer efficiency in enhancing marine plastic waste valorization through simulated recycled plastic blends. Polymers. 2024;16(23):3441. doi:10.3390/polym16233441. DOI
- Spychała MJ, Latko-Durałek P, Miedzińska D, Sałasińska K, Cetnar I, Popławski A, et al. Structural and mechanical properties of recycled HDPE with milled GFRP as a filler. Materials. 2024;17(23):5875. doi:10.3390/ma17235875. DOI
- Eurostat Statistics Explained. Packaging waste statistics. [cited 2025 Oct 24]. Available from: https://ec.europa.eu/eurostat/statistics-explained/index.php/Packaging_waste_statistics.
- Eurostat. Recycling rate of packaging waste by type of packaging (plastic) (CEI_WM020). European Commission. [cited 2025 Oct 24]. Available from: https://ec.europa.eu/eurostat/databrowser/view/CEI_WM020/default/table?lang=en.
- Eurostat News. Plastic packaging waste: 38% recycled in 2020. [cited 2025 Oct 24]. Available from: https://ec.europa.eu/eurostat/web/products-eurostat-news/-/ddn-20221020-1.
- Eurostat News. 41% of plastic packaging waste recycled in 2022. [cited 2025 Oct 24]. Available from: https://ec.europa.eu/eurostat/web/products-eurostat-news/w/ddn-20241024-3.
- European Parliament and Council. Directive 94/62/EC of 20 December 1994 on packaging and packaging waste. [cited 2025 Oct 24]. Available from: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX:31994L0062.
- European Parliament and Council. Directive (EU) 2018/852 of 30 May 2018 amending directive 94/62/EC on packaging and packaging waste (Text with EEA Relevance). [cited 2025 Oct 24]. Available from: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX:32018L0852.
- Fantuzzi N, Vidwans A, Dib A, Trovalusci P, Agnelli J, Pierattini A. Flexural characterization of a novel recycled-based polymer blend for structural applications. Structures. 2023;57(3):104966. doi:10.1016/j.istruc.2023.104966. DOI
- Bavasso I, Bracciale MP, De Bellis G, Pantaleoni A, Tirillò J, Pastore G, et al. Recycling of a commercial biodegradable polymer blend: influence of reprocessing cycles on rheological and thermo-mechanical properties. Polym Test. 2024;134:108418. doi:10.1016/j.polymertesting.2024.108418. DOI
- Hyie KM, Budin S, Halidi SN, Fohimi NA. Durability of repetitive polypropylene recycling: challenge on securing the mechanical properties. In: Proceedings of the 2nd International Conference on Industrial and Manufacturing Engineering (ICI&ME 2020); 2020 Sep 3–4; Medan, Indonesia. doi:10.1088/1757-899X/1003/1/012127. DOI
- ASTM International. ASTM D790–17: standard test methods for flexural properties of unrein-forced and reinforced plastics and electrical insulating materials. West Con-shohocken, PA, USA: ASTM International; 2017[cited 2025 Oct 24]. Available from: https://www.astm.org/d0790-17.html.
- Dorigato A. Recycling of polymer blends. Adv Ind Eng Polym Res. 2021;4(2):53–69. doi:10.1016/j.aiepr.2021.02.005. DOI
- Utracki LA. Polymer blends handbook. Dordrecht, The Netherlands: Kluwer Academic Publishers; 2002.
- Akkapeddi MK, Van Buskirk B, Mason CD, Chung SS, Swamikannu X. Performance blends based on recycled polymers. Polym Eng Sci. 1995;35(1):72–8. doi:10.1002/pen.760350110. DOI
- Muzata TS, Matuana LM, Rabnawaz M. Challenges in the mechanical recycling and upcycling of mixed postconsumer recovered plastics (PCR): a review. Curr Res Green Sustain Chem. 2024;8(2):100407. doi:10.1016/j.crgsc.2024.100407, DOI
- Instron. 5980 series dual column floor frames. In: System support M10-16250-EN revision J. Norwood, MA, USA: Instron; 2009.
- ISO 178:2019. Plastics—determination of flexural properties. Bucharest, Romania: Romanian Standards Asso-ciation (ASRO); 2019.
- DMP Manufacture Innovation, Câmpia Turzii, Romania. [cited 2025 Oct 24]. Available from: https://dmpgroup.eu/.
- What are the flexural modulus values of several plastics?, SpecialChem The material selection platform. [cited 2025 Oct 24]. Available from: https://www.specialchem.com/plastics/guide/stiffness.
- Akdoğan E. The effects of high-density polyethylene addition to low density polyethylene polymer on mechanical, impact and physical properties. Eur J Tech. 2020;10:25–37. doi:10.36222/ejt.646693. DOI
- Czarnecka-Komorowska D, Nowak-Grzebyta J, Gawdzińska K, Mysiukiewicz O, Tomasik M. Polyethylene/polyamide blends made of waste with compatibilizer: processing, morphology, rheological and thermo-mechanical behavior. Polymers. 2021;13(14):2385. doi:10.3390/polym13142385. DOI
- Salih SE, Hamood AF, Alsabih AH. Comparison of the characteristics of LDPE: PP and HDPE: PP polymer blends. Mod Appl Sci. 2013;7(3):33–42. doi:10.5539/mas.v7n3p33. DOI